
- 空冷TIGトーチを給電ケーブルとガスホースの2線式で延長する方法
TIGトーチを通常より20m延長してほしいって現場から言われたよ!TIGトーチってそんなに長くできるの!?

一般的なTIGトーチの長さは4mや8mなんだけど、ちょっと工夫をすることで延長できるんだ。
半自動溶接のトーチでは電源と送給装置の間に「延長ケーブル」という部品をつなぐことで、簡単に10mや20mとケーブルを延ばすことが可能でした。しかしTIG溶接機では電源に直接トーチが接続されるため、TIGトーチそのものを延長する必要があります。
「メーカー純正の特注ロングTIGトーチを買うとすごく高いし、納期もかかるんだよね…」。そんなお悩みを持つ方に向けて、今回は自分で部品を調達して20m延長のTIGトーチを作ってみたので、その方法を解説していきます。
1線式と2線式。延長の仕方は二通り!
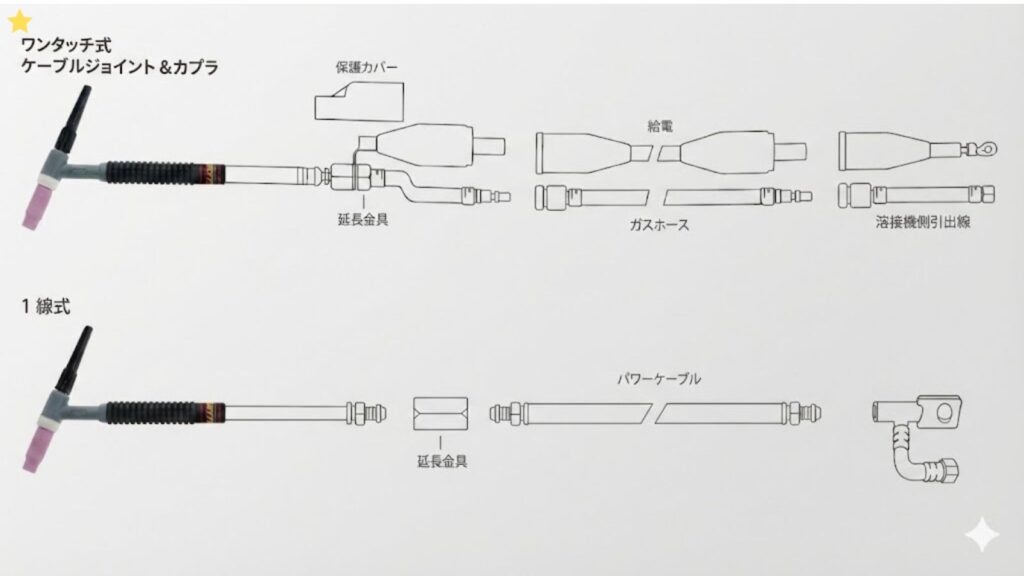
TIGトーチを延長する場合、ケーブルの構造によって「1線式」と「2線式」という2つのアプローチがあります。まずはこの違いを理解しておきましょう。
1線式:パワーケーブル(冷却ケーブル)を延長させる
TIGトーチのハンドルより下にあるメインのケーブル部分はパワーケーブル(パナソニック製品では冷却ケーブル)と呼ばれ、その中身は電気を通す「銅線」とアルゴンガスを通す「ホース」が一体になった構造になっています。1線式はこのパワーケーブルを追加で接続して延長させる方法です。

使いやすさを考えたら延長する線の数が1本でスッキリする1線式の方がいいんじゃない?

たしかに取り回しはいいんだけど現場によってはデメリットもあるんだ。
そのデメリットとはパワーケーブル単体が非常に高価なことです。
TIGトーチを構成する部品の中で最も高価な部品がこのパワーケーブルです。先ほど言った通りケーブル内をガスが通過する構造になっているため、穴が開いてしまうとガスが漏れて使えなくなってしまいます。
よってスパッタが大量に飛んできたり、鉄板などで擦れたりするような破損リスクの高い環境では推奨されませんが、使用時の軽さや操作性は圧倒的に1線式に軍配があがります。
2線式:パワーケーブルをガスホースと給電キャブタイヤに分割して延長させる
一方で、今回紹介する方法が「2線式」での延長です。これは、トーチの根元でパワーケーブルを一度終わらせ、そこから先を「アルゴンガスを通すガスホース」と「電気を通す給電用のキャブタイヤケーブル」の2本に分割して延長する方法です。
この方法であれば延長用として高価なパワーケーブルを用意しなくても済みます。ガスホースと給電用のキャブタイヤケーブル、トーチスイッチ線を希望の長さ分だけ用意しましょう。
2線式の20m延長を自作するために今回用意したもの
今回はケーブル間をアポロコックやケーブルジョイントでワンタッチ接続可能な仕様で製作します。大まかに必要な部品は以下の通りです。
空冷TIGトーチ(4m)

今回はパナソニック製の標準的な200Aの空冷TIGトーチを使用します。付属品としてトーチスイッチ線もついてきますが、この線も加工して使います。
延長用金具+保護カバー

今回の加工において肝となる部品。エクセル貿易製の延長用金具と保護カバーを用意しました。
各種ケーブルホース20m(ガス、キャブタイヤ、スイッチ線)
20m延長用の各種ケーブルホース類です。今回用意したものは以下の通り。
- 透明のブレードホース(6×11) 20m
- キャブタイヤケーブルWCT22sq 20m
- トーチスイッチ用ケーブルVCTF 0.75sqx2C 20m
1線式・2線式に関わらず、延長したケーブルホースに併せてトーチスイッチ線も延長する必要があるため、そのための電線としてVCTFケーブルを用意しました。ちなみにトーチスイッチ線は以下の画像のように加工します。
接続用ワンタッチ継手(アポロコック、ケーブルジョイント、100Vプラグ)
ケーブルホース間をワンタッチ接続するためのジョイントやプラグ・ソケットを準備します。
- 酸素用アポロコック(ASP-1)
- ケーブルジョイントJA-300
- 100V用防水プラグ・ソケット
今回ホースを通過する予定のガスはアルゴンガスですが、酸素用のアポロコックで対応します。CO2溶接機の炭酸ガスホース接続にもよく使用される方法です。
100Vのプラグ・ソケットはコンセントみたいな部品です。メタコンで接続する場合も多いですが、最も安価で簡単な2Pの接続方法はプラグとソケットの接続でしょう。
手順①:トーチ末端の処理を行う
まずは既存のTIGトーチの末端部分(本来は溶接機に繋ぐ側)を、延長できるように加工・処理していきます。
パワーケーブルを終わらせて、延長用金具を取り付ける
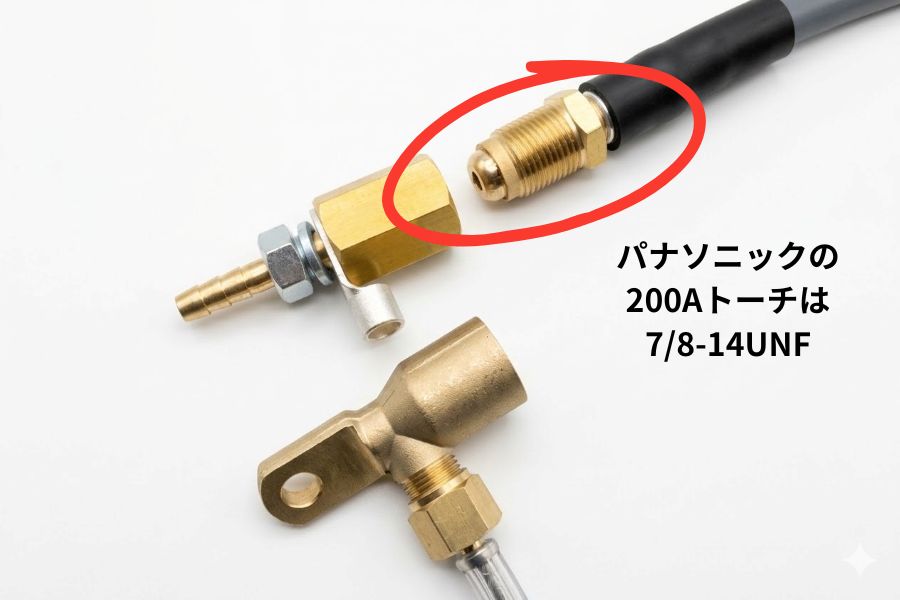
TIGトーチのパワーケーブルの先端には、金属のナット(ガスと給電に分岐する金具)が最初からついています。それを外して、「延長用金具」に変更するのですが、ここで注意すべきはねじの規格です。
国内の主要メーカー(ダイヘンやパナソニック)のトーチであれば、一般的に「7/8-14UNF」や「3/8-24UNF」といったユニファイねじ(インチ規格)が採用されています。
今回はパナソニックの200Aトーチだったので、ねじ規格は「7/8-14UNF」です(カタログから確認可能)。用意したトーチのねじピッチに適合する延長用金具を確実に入手してください。
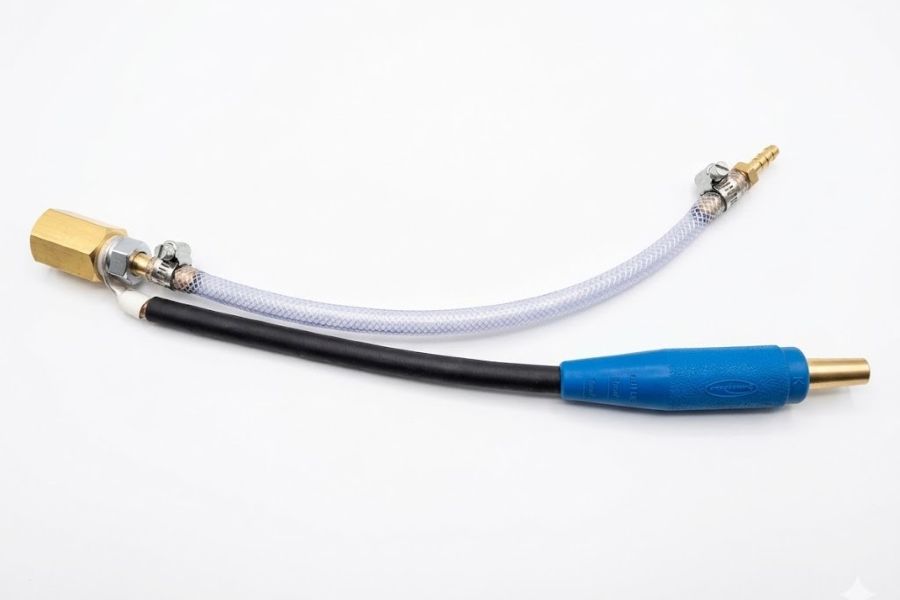
上画像のようにワンタッチをつけたガスホースとキャブタイヤケーブルを組み込んで、保護カバーをかぶせればトーチ末端の処理は完成です。ジョイント金具をパワーケーブルに取り付ける際は、工具を使ってしっかりと締め込みます。
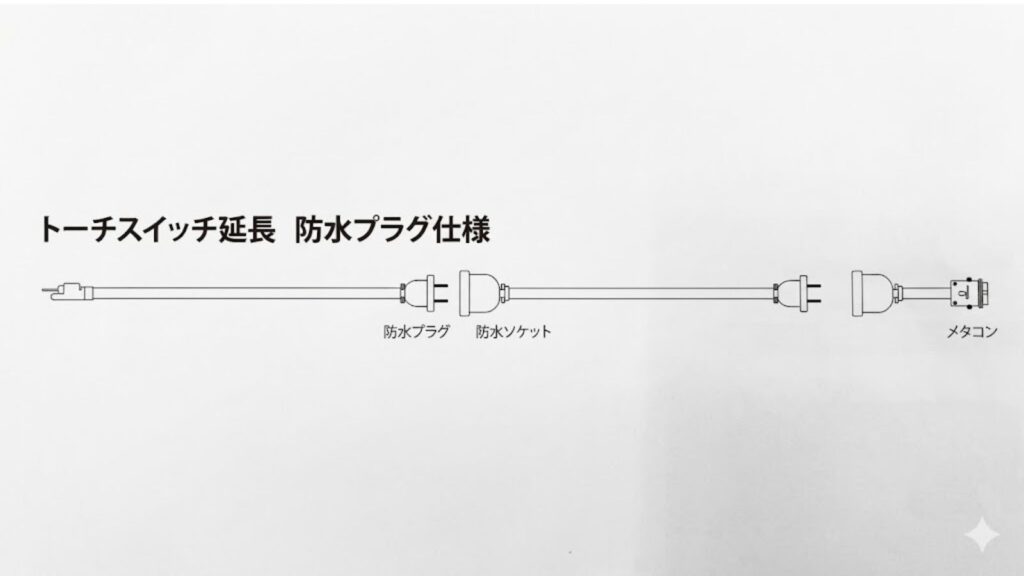
トーチスイッチ線のメタコン側を少し残して切る
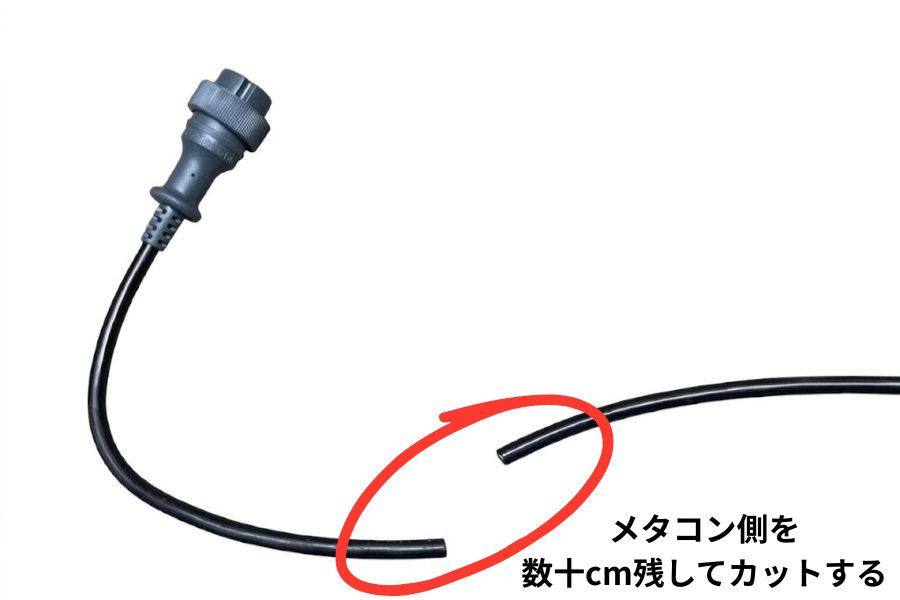
次にトーチスイッチ線を加工します。先端についているコネクタ(メタコン)は、後で溶接機本体に接続するために必要なので残しておきます。
メタコンから数十cmほど配線を残した状態で、思い切ってカットします。切ったメタコン側の線に100Vのソケットを取り付ければ、溶接機に取り付くトーチスイッチの引出し線になります。
手順②:20mの延長部分を作成する

延長作業のメイン部分です。20mという長さになるため、広い場所でケーブルを真っ直ぐに伸ばして作業することをおすすめします。それぞれのケーブルホースに取り付ける部品は以下の通りです。
- 透明のブレードホース(6×11)=酸素用アポロコックASP-1
- キャブタイヤケーブルWCT22sq=ケーブルジョイントJA-300
- トーチスイッチ用ケーブルVCTF 0.75sqx2C=100V用防水プラグ・ソケット
上記の通りに対応するものを両端に取り付けて、各ケーブルをビニールテープなどで束ねてまとめます。過去記事でもアポロコックの付け方やケーブルジョイントの付け方を記事にしているので参考にしてみてください。

長いケーブルを束ねる作業は大変なんだよなあ…
一人でやらずに二人でやると効率的だよ!
手順③:電源側(溶接機側)の引出し線一式を作成する
最後に溶接機側からチョロっと出ているワンタッチ接続用の短いケーブルホース類(引出し線)一式を作成します。地味な部分ですがワンタッチ接続するために必要な部品です。先ほどカットしたケーブル線も画像のような引き出し線になります。

ここで気をつけたいのはガス引き出し線の袋ナット部分のねじ規格です。溶接機のガス出口のねじピッチに合う袋ナットを用意する必要があります。
今回は2線式用の延長用金具に変更したことでトーチに最初からついていた金具を使わなくなったので、その余った金具から袋ナットを外して流用しました。
いろいろな製作経験が身についてくると使える部品を自分なりに加工して別の用途で使うといったアイデアも湧いてくるようになります。
まとめ:自分で組むことでTIGトーチへの理解が深まります

今回は2線式によるTIGトーチの20m延長方法を実際に作りながら解説しました。「20mの延長」と聞くと大掛かりで難しそうに感じるかもしれませんが、分解してみれば「ガス」「電気」「スイッチ信号」の3つの通り道をそれぞれジョイントして延ばしているだけという、とてもシンプルな構造だと分かっていただけたかと思います。
このように自分で部品を選定し、加工して組み上げる最大のメリットは、純正品を買うよりもコストを抑えられることだけではありません。「TIGトーチの構造そのものへの理解が深まること」にあります。
構造が分かっていれば、現場でアークがでないといったトラブルが起きた際には「トーチスイッチの断線か?」と考えることができるようになりますし、トーチ部品を求められたときも、「あそこのパーツのことを言っているな」と気付けるようになります。

知識が増えることで営業マンとして使える武器が増えるよ。
現場の環境に合わせて長さを変えたり、使いやすいジョイントに交換したりと、現場仕様にカスタマイズすることで仕事の生産性が変わるかもしれません。ぜひ皆さんも必要であればTIGトーチの延長に挑戦してみてください!
TIGトーチを延長しすぎると電圧降下やガスの流量不足という問題が発生する可能性もあります。その際は、ケーブルやガスホースを太くしたり、調整器の流量を上げたりして対策しましょう。



コメント